全國免費咨詢電話:400-811-7869

在回轉窯焙燒過程中,坯料的加熱是從表面向中心進行的,因此表面上產(chǎn)生氣孔的過程要比內部產(chǎn)生的早和快。在毛細管力的作用下,內層里的液體流向表面,充入生成的氣孔中從而產(chǎn)生表層補充浸漬。結果表層的密度和硬度增大,引起表層和內層收縮不一致,即表層比較致密,收縮程度比坯料內部小。這就是焙燒時坯料斷裂的主要原因之一。
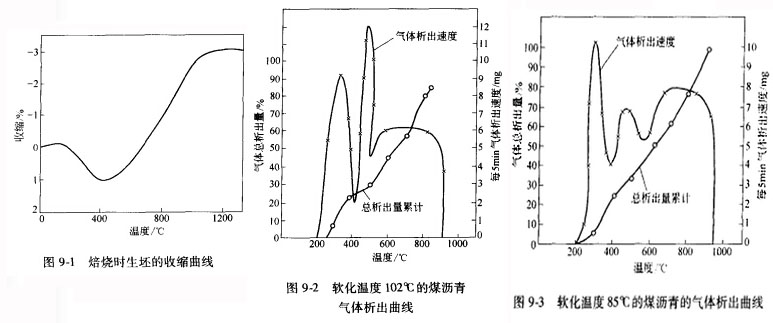
在回轉窯焙燒時制品的收縮變化及焙燒時坯的收縮曲線如圖9-1,煤瀝青氣體的升溫析出曲線如圖9-2、9-3。現(xiàn)實生產(chǎn)中,由于揮發(fā)分蒸發(fā),坯料中粘結劑層的厚度減小,因而坯料的體積也縮小。此時在分子引力的影響下,坯料發(fā)生了強烈瀝青-焦收縮。炭混合料的收縮特點,在很大程度上取決于它的分散結構。收縮與蒸發(fā)出的液體體積成正比,這種情況一直延續(xù)到回轉窯生產(chǎn)中骨料焦粒之間存在液體粘結劑為止。一旦粘結劑變成液體狀態(tài),收縮于揮發(fā)分體積間的這種比例關系就會破壞,此時將迅速產(chǎn)生大量氣孔。這一過程發(fā)生在回轉窯煅燒時半焦形成溫度之前。
溫度550℃以上時,坯料的收縮機理完全具有另一種特性,因為它已決定于回轉窯粘結劑熱分解形成的半焦收縮程度,即此時起作用的不是毛細管力而是坯料結構元素中發(fā)展起來的內聚力。
文章來自:http://m.customindustrialcontrols.com/